
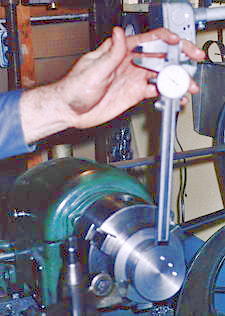
Centre up using a dial test indicator.
Neither end is square at this point, so you cannot depend on
the three-jaw alone.

Face it up square, turn around and face the
other side.

Clamp it to the drill press table, drill one
bolthole #20 and tap 10-32, then put in a cap screw.
Drill the other boltholes, tapping and bolting each one in
turn.



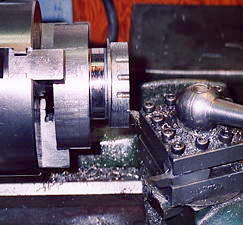
Photo 1 is for illustration only - it shows
how the fourth bolthole aligns on the jig. We are looking at
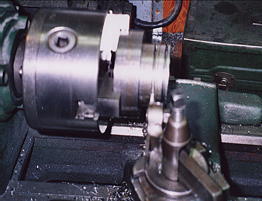
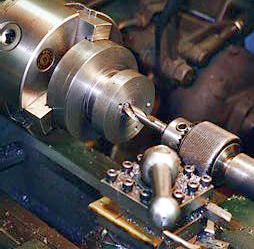
the opposing side. Photos 2 and 3 show mating surfaces.
Note how the centred part of the jig requires four bolts
while in use. Parting puts some nasty strains on this
operation. The eccentric turning is simple drilling and
facing - much less stress.

Slow the lathe down and cut a part 1/8"
from the end of the blank. The depth of the part . . .
 . . . is measured with the
depth finder on the end of a dial vernier, or using
calipers. You want the part diametre to be several
thousandths less than the finished diametre of the eccentric
strap. In this case, we indicate 0.258" deep,
giving us a finish diametre of 1.984".
. . . is measured with the
depth finder on the end of a dial vernier, or using
calipers. You want the part diametre to be several
thousandths less than the finished diametre of the eccentric
strap. In this case, we indicate 0.258" deep,
giving us a finish diametre of 1.984".
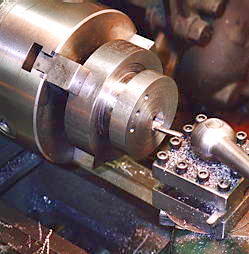
Move the parting bit over to
give you a total slot width of .050" wider than the
strap, and part again.


Change to a narrow round-nose bit, turn
down the running surface to diametre, then take a strip of
emerycloth and polish it up to a mirror surface. You
want the lathe humming on this operation - I used 1260 rpm,
because that is as fast as she'll go.
Turn the eccentric around in the jig.
Put in the three bolts, and tighten. You will notice
that both sets of boltholes in the eccentric jig are
countersunk, so that the capscrews are always below the
surface. Drill the axle hole out. Note that the
fourth mounting bolt hole is there - do not drill through it,
because the drill will wander,
but instead, use the boring bar to get past
this point.
Turn down the boss on the side of the
eccentric. If you take note of the micrometer collar
reading when your first cut bites, and again when the cut
goes all the way around, you will have an indication of the
total throw of the eccentric. In my case, it is
0.662", which is an improvement over the 0.5" of
the original cams. This number will be used in your
calculations to make the valves.

Put a vee-block on the drill press, and a
1/8" bit in the chuck. Drill two holes through the
boss at 90 degrees, going into the axle hole. Go to a
#29 drill, and put in a third hole. Tap this one
8-32. This is for a grub screw, to hold the eccentric
while setting the valves. The first hole will be enlarged to
#29 extended 3/16" into the axle when the eccentric is
finally set, then tapped to hold the valve setting. The
second 1/8" hole will be to reset the cam if there are
any changes to be made - a "hedged bet," so to
speak. It is easier to do it now on the drill press than it
will be later, between the frames...

There is the final product. It would
have taken less time to machine the eccentrics individually,
but, by using the jig, the four cams are within a thou of one
another in throw and concentric. When you get the four
of them together between the frames, and the valves set . . .
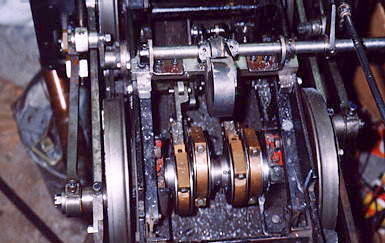
. . . I tell you it is quite a feeling to put
the air to it and see the wheels spin, smooth as silk, and to
hear the exhaust bark through the open pipe. Ideal valve
setting accelerates the wheels as you notch up, and this one
did just that.
There have been a lot of learning
experiences with this engine. Like that counterbalance
on the weighshaft, top-centre of the photo above. Step
one - make sure your propane bottle weighs more than the
chunk of metal you want to silver-solder...
I have redone the blast nozzle and smokebox for higher efficiency, according to The
Ultimate Steam Pages.
Close this window to return to the
Technical Point & Southern














